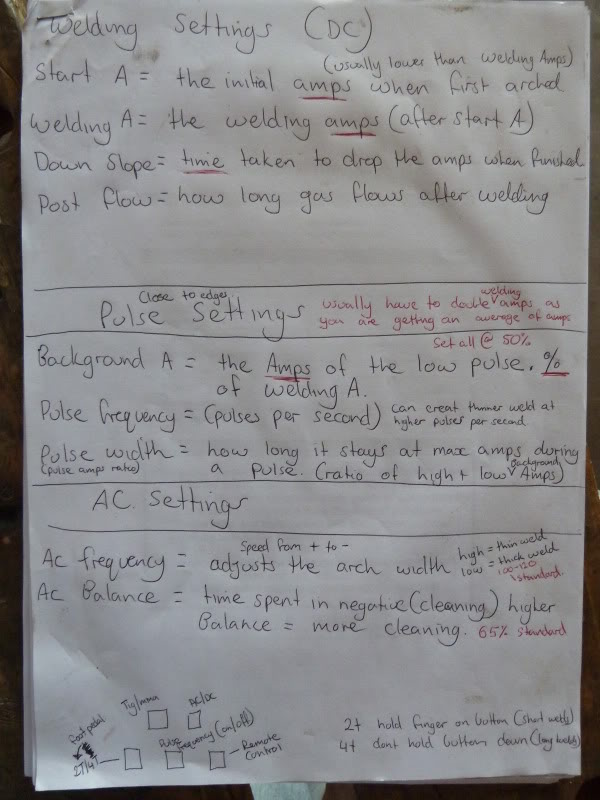
Welding A : is you max amps
Background A : is your low voltage setting when used in pulse mode.
Pulse Freq : is how quickly it goes from Welding A to Background A.
AC Balance : How much AC it uses, AC is the "cleaning mode" for ally. The dirtier the material the more AC you use.
Switches
MMA Tig, fairly obvious, if you want to tig, goes on tig, if you want to arc weld onMMA
AC/DC ac for ally dc for mild steel
Squiggle line/ straight line is pulse/ no pulse.
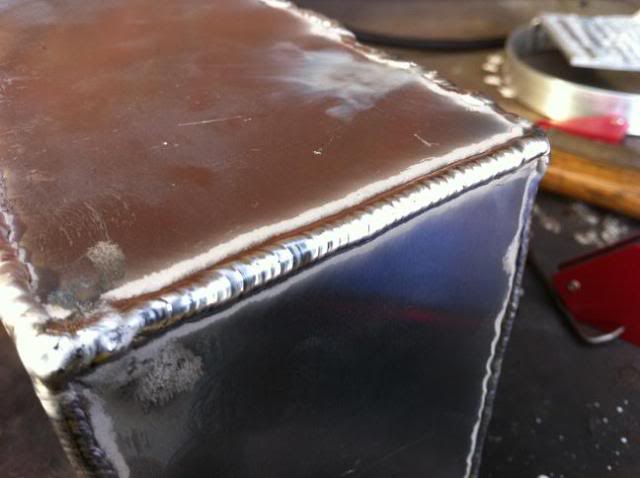
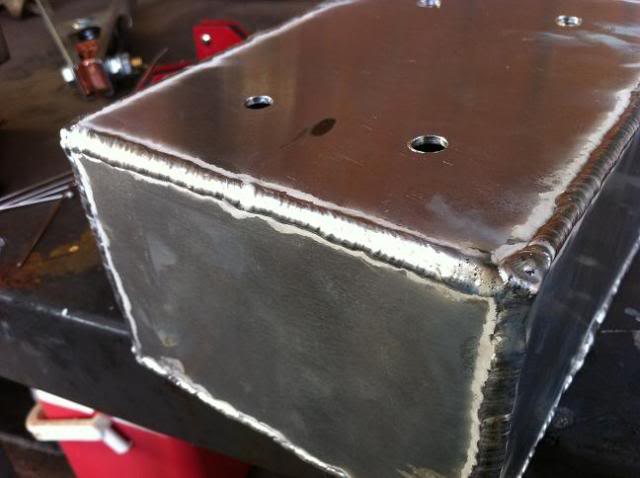
Set it up and play is the best way to work out what things do. I would set you welding a and background a to the same to start as the pulse can be too much going on when your learning.
Edited by 1uzbt1, 26 July 2011 - 10:13 AM.








 View Garage
View Garage